

关于熔喷织物机工艺
关于熔喷织物机工艺.
熔喷挤出是一种制造工艺,用于制造一种称为无纺布的织物,该织物由聚合物(例如聚丙烯)制成. 由天然材料(如棉)制成的传统面料被编织在一起, 意思是首先将材料制成纱线,然后使用编织或编织工艺进行交织,从而从纱线中形成织物片. 无纺布不涉及通过编织或编织来连接纱线; 代替, 他们机械地, 热地, 或由熔融聚合物的不同纤维形成的化学结合在一起的材料,形成网状织物. 所得织物具有许多理想的性能,包括:
熔喷挤出工艺
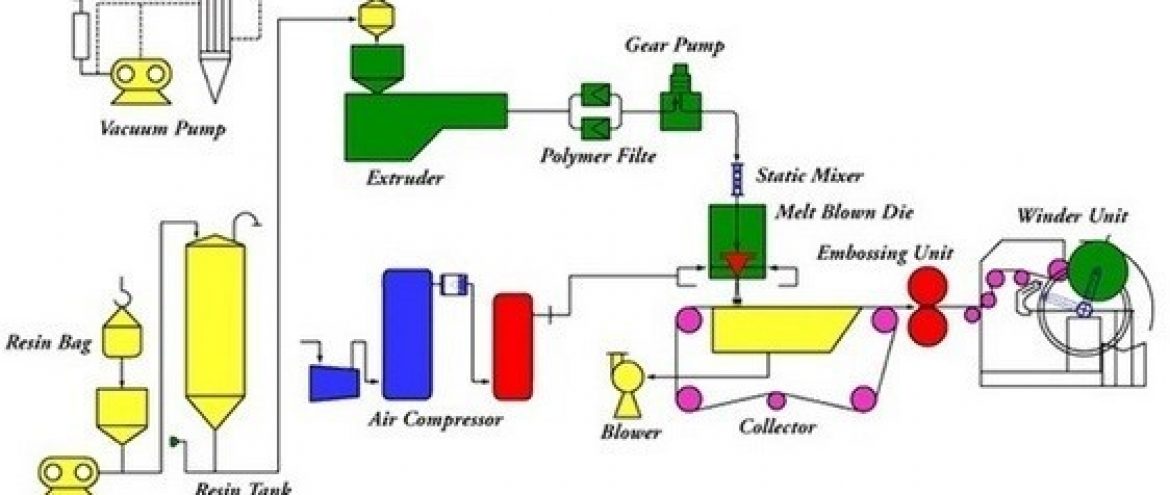
熔喷挤出工艺是一个单步工艺,该工艺使用高速气流将熔融的热塑性树脂从挤出机模头尖端吹到输送机或所谓的卷取筛上. 该过程自1950年代以来一直存在,并且自其起源以来就变得越来越重要. 基本过程如图所示。 1 并使用专门设计用于管理和控制流程的熔喷织物挤出机进行.

数字 1 – 典型的熔喷挤出工艺的组件.
该工艺的基本组成部分是树脂进料系统, 挤出机组件, 计量泵, 熔喷模具组件, 收藏者, 和络筒机.
树脂进料系统
熔喷工艺的原料是呈颗粒状的热塑性树脂,其被存储在树脂袋中并重力进料到挤出机料斗中. 有许多不同的聚合物适用于熔喷挤出. 这些聚合物包括:
- 聚丙烯 [PP]
- 聚碳酸酯纤维 [个人电脑]
- 聚对苯二甲酸丁二酯 [PBT]
- 聚酰胺纤维 [功放]
- 热塑性聚尿烷 [热塑性聚氨酯]
- 弹性聚丙烯 [ePP]
而用于熔喷织物的材料是PP.
挤出机总成
挤出机组件从树脂进料系统接收颗粒料. 有许多不同的聚合物适用于熔喷挤出, 他们接触加热的墙壁并融化的地方. 螺旋叶轮中有三个区域–进料区域, 过渡带, 和计量区. 进料区是叶轮的一部分,物料进入挤出机并开始熔融. 过渡区的深度逐渐减小,可以使聚合物进料均匀并压缩. 一旦聚合物达到熔融状态, 将其送入计量区,该区增加压力以准备材料通过熔喷模头组件排放. 在叶轮螺杆的计量区域的输出处是一个筛网组件,该筛网组件用作过滤器,以捕获聚合物中的任何污垢或结块,防止它们到达计量泵.
计量泵
熔融聚合物的输出现在处于250oC – 300oC并加压, 被输送到计量泵. 计量泵是一种正排量泵,旨在将恒定体积的清洁聚合物混合物输送到模头组件,并解决工艺过程中温度的变化, 压力, 或熔融聚合物的粘度. 泵内有两个相互啮合的, 反向齿轮. 随着齿轮旋转, 他们从泵的进气或吸气侧抽出熔融的聚合物,然后将其输送到泵的排气侧. 然后将计量泵的输出送入模具组件.
熔喷模具组装
模具组件中有三个关键部件–进料分配, 模头, 和空气歧管. 常用的两种饲料分配方式; 这些是T型, 可能是锥形的或未受破坏的, 和衣架类型. 由于其均匀的聚合物流动,衣架分布更为普遍.
模头是确定由机器生产的熔喷材料幅材均匀性的关键组件. 模头是一个紧密的公差范围, 空心的, 锥形金属零件,其中包含大量孔,熔融聚合物将通过这些孔形成熔喷无纺布.
空气歧管将高速加热的空气提供给从模头连接器输出的挤出纤维. 空气压缩机提供压缩空气流, 首先将其通过热交换器,然后将其从燃气或电炉中排出,以使空气温度升至230oC – 360oC之间。 0.5 – 0.8 声音的速度 (560 – 900 英尺/秒).
集电极
然后,通过空气歧管的高速热气流驱动通过模口孔挤出的熔融聚合物,并使聚合物形成微纤维,因为它们在气流中进一步延伸 (见图 2). 这些超细纤维的直径范围为 0.1 微米至 15 微米. (通过对比, 纤维素纤维的直径约为 50 微米和一根头发 120 微米。) 同时纤维在延伸, 它们在半熔融状态下被吹在一起,并朝着收集器的屏幕. 热气流还会导致从周围的环境空气中抽出二次空气,并有助于冷却和固化收集器上形成的收集材料网。, 这是附着在传送带上的卷取金属筛. 纤维凝固并随机放置在收集器上, 通过纤维相互缠结和粘合而结合在一起形成网. 通过改变收集器的速度以及模头与收集器之间的分离距离, 可以实现幅面料密度的变化以适应不同的应用. 真空泵通常用于在收集器筛子的内部抽真空. 这用于去除热气流并增强收集器上的纤维网铺设过程.

数字 2 – 聚合物纤维形成并传递到收集器.
络筒机
来自收集器的冷却后的织物被缠绕到络筒机中的纸板芯上. 适用于多种类型的熔喷无纺布, 纤维之间具有足够的内聚力,因此该材料适合使用而无需额外的粘合. 在某些应用中, 可能需要对材料进行进一步处理以更改材料特性. 当需要额外的粘合时,热粘合是一种常用的技术, 可以增加材料的强度,但导致刚度增加和织物手感下降.
进行任何必要的粘合后, 无纺布熔喷挤出的生产过程完成. 可以根据需要应用其他后期制作过程, 例如添加阻燃剂, 取决于材料的最终用途. 然后将无纺布出售给加工商,加工商将其用作原材料来制造过滤产品, 咖啡过滤器, 绝缘材料, 或将在下面讨论, 医用和外科口罩.
工艺变量
通过改变一些操作条件和工艺输入,可以一定程度地影响和控制所生产的熔喷无纺布的特性。. 这些因素包括:
- 所用聚合物的类型及其材料特性,例如分子量
- 挤出机的工作条件如温度
- 模口的几何形状,例如孔口尺寸和孔口数量
- 热气流条件 (温度, 速度)
- 模座与收集网之间的距离
- 收集器的速度
转贴自: https://www.thomasnet.com/articles/machinery-tools-supplies/what-is-melt-blown-extrusion/