

Melt üflemeli kumaş makine işlemi hakkında
Melt üflemeli kumaş makine işlemi hakkında.
Eriyik üflemeli ekstrüzyon, polipropilen gibi polimerlerden yapılan dokunmamış kumaş adı verilen bir kumaş türü oluşturmak için kullanılan bir imalat işlemidir.. Pamuk gibi doğal malzemelerden yapılan geleneksel kumaşlar birlikte dokunur, yani materyalin önce bir iplik haline getirildiği ve daha sonra iplikten bir kumaş tabakasının yaratılmasına neden olan bir dokuma veya örme işlemi kullanılarak geçmeli olduğu. Dokunmamış kumaşlar, dokuma veya örme ile ipliğin birleştirilmesini içermez; yerine, mekanik olarak, termal, veya ağ benzeri bir kumaş oluşturan erimiş polimerlerin ayrı liflerinden oluşturulan kimyasal olarak birbirine bağlanmış malzeme. Elde edilen kumaş, aşağıdakileri içeren bir dizi arzu edilen özelliğe sahiptir.:
Eriyik Üflemeli Ekstrüzyon Prosesi
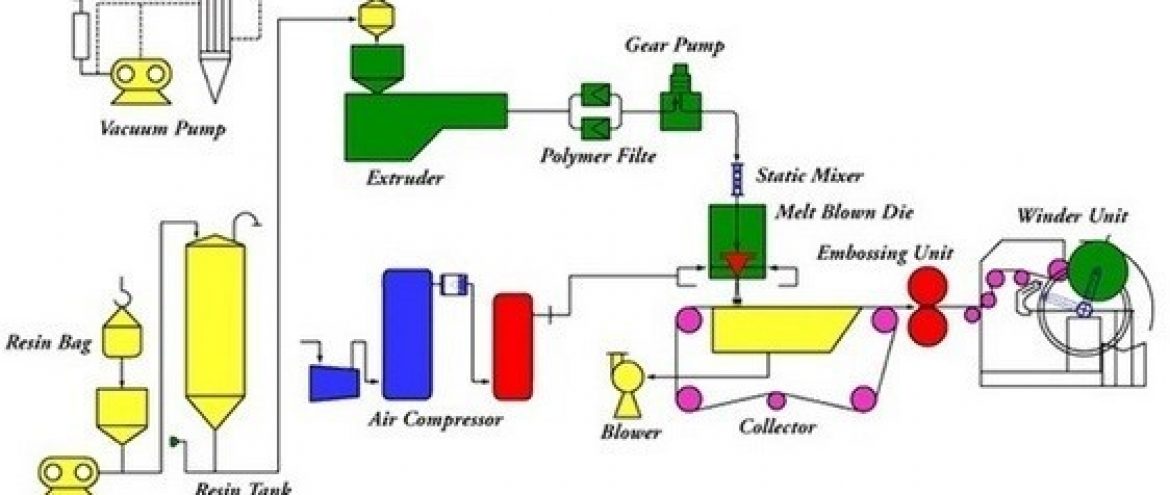
Eriyik üflemeli ekstrüzyon işlemi, erimiş bir termoplastik reçineyi bir ekstrüder kalıp ucundan bir konveyöre veya bir toplama eleği olarak adlandırmak için yüksek hızlı bir hava akımı kullanan tek adımlı bir işlemdir.. Süreç 1950'lerden beri varlığını sürdürmektedir ve kökeninden beri önem kazanmıştır.. Temel işlem Şekilde gösterilmiştir. 1 ve süreci yönetmek ve kontrol etmek için özel olarak tasarlanmış Melt Üflemeli Kumaş Extruder Makineleri kullanılarak gerçekleştirilir.

şekil 1 – Tipik eriyik üflemeli ekstrüzyon işleminin bileşenleri.
Sürecin temel bileşenleri reçine besleme sistemidir, ekstruder takımı, dozaj pompası, eriyik üflemeli kalıp takımı, toplayıcı, ve sarıcı ünite.
Reçine Besleme Sistemi
Eriyik üflemeli işlem için hammadde, bir reçine torbasında depolanan ve ekstrüder haznesine yerçekimi ile beslenen peletler şeklinde bir termoplastik reçinedir.. Eriyik üflemeli ekstrüzyonda kullanım için uyarlanabilen bir dizi farklı polimer vardır.. Bu polimerler şunları içerir::
- Polipropilen [PP]
- polikarbonat [PC]
- Polibütilen tereftalat [PBT]
- Poliamid [PA]
- Termo-plastik Poliüretan [TPU]
- Elastik Polipropilen [EPP]
Ve Melt şişmiş kumaş malzeme için PP.
Ekstruder Grubu
Ekstruder tertibatı, reçine besleme sisteminden pelet beslemesini alır. Arşimet vidasına benzer bir vidalı pervane, peletleri ekstrüder tertibatının ısıtılmış bir namlusu boyunca hareket ettirir., ısıtılmış duvarlarla temas ettikleri ve eriyecekleri. Vidalı çarkta üç bölge vardır - besleme bölgesi, geçiş bölgesi, ve ölçüm bölgesi. Besleme bölgesi, çarkın, malzemenin ekstrüdere girdiği ve erimeye başladığı bölümdür. Geçiş bölgesi azalan bir derinliğe sahiptir ve polimer beslemesini homojenleştirmeye ve sıkıştırmaya yarar. Polimer erimiş haldeyken, malzemeyi eriyik üflemeli kalıp tertibatından boşaltım için hazırlama basıncını arttıran ölçüm bölgesine beslenir. Çark vidasının ölçüm bölgesinin çıkışında, polimerin kir veya topaklarının ölçüm pompasına ulaşmasını engellemek için bir filtre görevi gören bir ekran paketi vardır..
Ölçüm pompa
Şimdi 250oC - 300oC'de bulunan ve basınçlı olan erimiş polimerin çıkışı, ölçüm pompasına beslenir. Dozaj pompası, kalıp tertibatına sabit hacimde temiz polimer karışımı sağlamak için tasarlanmış ve sıcaklıktaki işlem değişikliklerini açıklayan pozitif bir yer değiştirme pompasıdır., basınç, veya erimiş polimerin viskozitesi. Pompa içinde birbirine bağlı iki, ters dişliler. Dişliler dönerken, erimiş polimeri pompanın emme veya emme tarafından çekerler ve pompanın deşarj tarafına iletirler. Dozlama pompası çıkışı daha sonra kalıp tertibatına beslenir.
Eriyik Üflemeli Kalıp Grubu
Kalıp tertibatı içinde üç temel bileşen vardır - besleme dağılımı, kalıp burunluğu, ve hava manifoldları. İki tür yem dağıtımı yaygın olarak kullanılır; bunlar T-tipi, konik veya etiketsiz olabilir, ve elbise askısı tipi. Elbise askısı dağılımı, eşit polimer akışı nedeniyle daha yaygındır.
Kalıp burunluğu, makineden üretilen eriyik üflemeli malzeme ağının tekdüzeliğini belirlemek için kritik bir bileşendir. Kalıp burunluğu geniş bir tolerans genişliğindedir, oyuk, İçinde erimiş polimerin eriyik üflemeli dokunmamış kumaşı oluşturmak için geçeceği çok sayıda delik içeren konik metal kısım.
Hava manifoldları kalıp burunluğundan çıkan ekstrüde edilmiş liflere yüksek hızlı ısıtılmış hava sağlar. Bir hava kompresörü basınçlı hava akışını sağlar, ısı eşanjöründen ilk önce hava sıcaklığını 230oC - 360oC arasında bir hıza yükseltmek için bir gaz veya elektrikli fırından geçirilir. 0.5 - 0.8 ses hızı (560 - 900 saniyede feet).
kolektör
Kalıp burun parçası deliklerinden ekstrüde edilen erimiş polimer, daha sonra hava manifoldlarından yüksek hızlı sıcak hava akımı ile tahrik edilir ve polimerin, hava akımında daha da uzandığı için mikrofiberler oluşturmasına neden olur. (Şekle bakın 2). Bu mikrofiberlerin çapları 0.1 mikron 15 mikron. (Kıyasla, selüloz liflerinin çapı 50 mikronlar ve insan saçı 120 mikron.) Aynı zamanda lifler uzuyor, yarı erimiş haldeyken birlikte üflenirler ve toplayıcı süzgecine yönlendirilirler. Sıcak hava akımı ayrıca, çevre ortam havasından ikincil havanın çekilmesine neden olur ve toplayıcı üzerinde oluşan toplanan malzeme ağının soğutulmasına ve katılaşmasına yardımcı olur., bir taşıyıcıya tutturulmuş bir metal ekran. Lifler katılaşır ve toplayıcıya rastgele serilir, liflerin birbirine dolanması ve birbirine yapışması ile bir ağ oluşturmak üzere birbirine bağlanması. Kolektör hızını ve kalıp ucu ile kolektör arasındaki ayırma mesafesini değiştirerek, web kumaş yoğunluğundaki farklılıklar farklı uygulamalara uyacak şekilde elde edilebilir. Bir vakum pompası genellikle kolektör ekranının iç kısmına vakum çekmek için kullanılır. Bu, sıcak hava akımının çıkarılmasına hizmet eder ve toplayıcı üzerindeki ağ döşeme işlemini geliştirir.

şekil 2 – Oluşturan ve toplayıcıya geçirilen polimer lifleri.
Sarıcı Ünitesi
Kollektörden soğutulmuş kumaş, sarıcı birimindeki bir karton çekirdeğe sarılır. Eriyik üflemeli dokunmamış kumaşların çoğu için, lifler arasında yeterli kohezyon elde edilir, böylece malzeme herhangi bir ek bağlama gerekmeksizin kullanıma uygundur.. Bazı uygulamalarda, malzeme özelliklerini değiştirmek için malzemenin daha fazla işlenmesi gerekebilir. Termal bağlama, ilave bağlama gerektiğinde yaygın olarak kullanılan bir tekniktir, bu da malzemenin mukavemetini artırabilir, ancak sonuçta sertlik ve kumaş hissinin kaybı artar..
Gerekli herhangi bir yapıştırmadan sonra, dokuma olmayan kumaşların eriyik üflemeli ekstrüzyonu için üretim süreci tamamlanmıştır. Gerektiğinde ek üretim sonrası süreçler uygulanabilir, alev geciktirici kimyasalların eklenmesi gibi, malzemenin son kullanımına bağlı olarak. Dokumasız kumaş daha sonra filtrasyon ürünleri yapmak için hammadde olarak kullanılan dönüştürücülere satılmaktadır., kahve filtreleri, izolasyonları, veya aşağıda tartışılacağı gibi, tıbbi ve cerrahi maskeler.
Proses değişkenleri
Üretilen eriyik üflemeli dokunmamış kumaşın karakteristikleri, operasyonel koşulların bazıları ve işleme girdiler değiştirilerek bir dereceye kadar etkilenebilir ve kontrol edilebilir.. Bunlar,:
- Kullanılan polimerin tipi ve molekül ağırlığı gibi malzeme özellikleri
- Sıcaklık gibi ekstrüder çalışma koşulları
- Ağız büyüklüğü ve delik sayısı gibi kalıp burunluğunun geometrisi
- Sıcak hava akımı koşulları (sıcaklık, hız)
- Kalıp burunluğu ile kollektör ekranı arasındaki mesafe
- Toplayıcının hızı
Gönderen: https://www.thomasnet.com/articles/machinery-tools-supplies/what-is-melt-blown-extrusion/