

About the Melt blown fabric machine process
About the Melt blown fabric machine process.
Melt blown extrusion is a manufacturing process that is used for creating a type of fabric called non-woven fabric which is made from polymers such as polypropylene. Traditional fabrics made of natural materials like cotton are woven together, meaning that the material is first formed into a yarn and then interlaced using a weaving or knitting process that results in the creation of a sheet of fabric from the yarn. Non-woven fabrics do not involve joining yarn by weaving or knitting; instead, they mechanically, thermally, or chemically bound together material created from separate fibers of molten polymers forming a web-like fabric. The resulting fabric has a number of desirable properties that include:
Melt-Blown Extrusion Process
The melt-blown extrusion process is a single-step process that uses a stream of high-velocity air to blow a molten thermoplastic resin from an extruder die tip onto a conveyor or what is called a take-up screen. The process has been in existence since the 1950s and has grown in significance since its origins. The basic process is illustrated in Figure 1 and is performed using Melt Blown Fabric Extruder Machinery that is specially designed to manage and control the process.

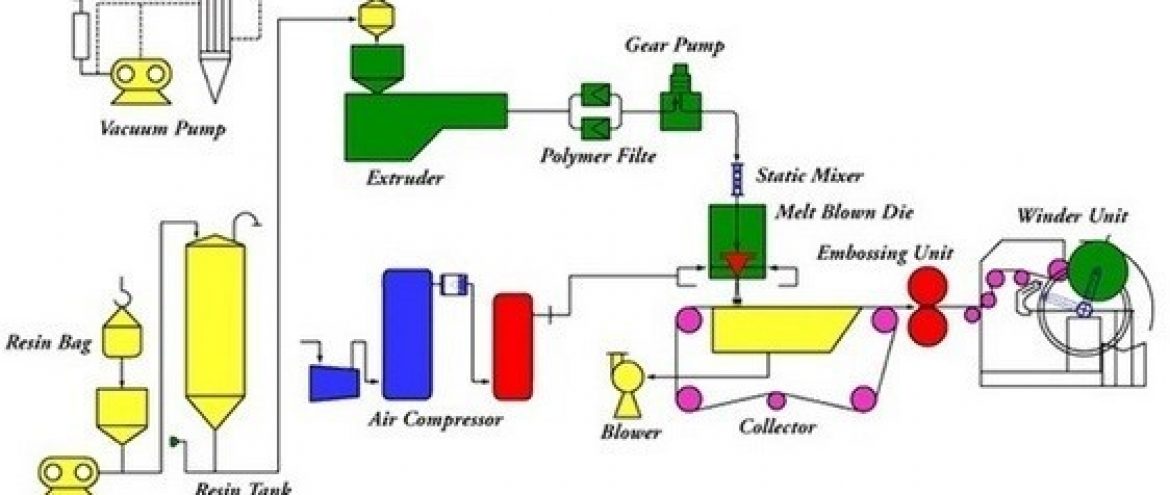
Figure 1 – The components of a typical melt-blown extrusion process.
The basic components of the process are the resin feed system, the extruder assembly, the metering pump, the melt-blown die assembly, the collector, and the winder unit.
Resin Feed System
The raw material for the melt-blown process is a thermoplastic resin in the form of pellets that are stored in a resin bag and gravity-fed to the extruder hopper. There are a number of different polymers that are adaptable for use in melt-blown extrusion. These polymers include:
- Polypropylene [PP]
- Polycarbonate [PC]
- Polybutylene terephthalate [PBT]
- Polyamide [PA]
- Thermo-plastic Polyurathane [TPU]
- Elastic Polypropylene [ePP]
And for the Melt blown fabric material is PP.
Extruder Assembly
The extruder assembly receives the feed of pellets from the resin feed system. A screw impeller similar to an Archimedean screw moves the pellets through a heated barrel of the extruder assembly, where they contact the heated walls and being to melt. There are three zones in the screw impeller – the feed zone, transition zone, and metering zone. The feed zone is the section of the impeller where the material enters the extruder and begins to melt. The transition zone features a decreasing depth and serves to homogenize the polymer feed and compress it. Once the polymer has reached a molten state, it is fed to the metering zone which increases the pressure to prepare the material for discharge through the melt-blown die assembly. At the output of the metering zone of the impeller screw is a screen pack that acts as a filter to trap any dirt or lumps of the polymer from reaching the metering pump.
Metering Pump
The output of molten polymer which is now at 250oC – 300oC and pressurized, is fed to the metering pump. The metering pump is a positive displacement pump that is designed to deliver a constant volume of clean polymer mix to the die assembly and accounts for process variations in temperature, pressure, or viscosity of the molten polymer. Within the pump are two intermeshed, counterrotating gears. As the gears rotate, they draw the molten polymer from the intake or suction side of the pump and deliver it to the discharge side of the pump. The metering pump output then feeds to the die assembly.
Melt Blown Die Assembly
Within the die assembly are three key components – the feed distribution, the die nosepiece, and the air manifolds. Two types of feed distribution are commonly used; these are the T-type, which may be tapered or untampered, and the coat hanger type. The coat hanger distribution is more common owing to its even polymer flow.
The die nosepiece is a critical component for determining the uniformity of the resulting web of melt-blown material produced from the machine. The die nosepiece is a tight tolerance wide, hollow, tapered metal part that contains a large number of orifices in it through which the molten polymer will pass to form the melt-blown non-woven fabric.
The air manifolds supply high velocity heated air to the extruded fibers that are outputted from the die nosepiece. An air compressor supplies the pressurized air flow, which is first passed through a heat exchanger drive off a gas or electric furnace to raise the air temperature to a range of between 230oC – 360oC at a velocity of between 0.5 – 0.8 the speed of sound (560 – 900 feet per second).
Collector
The molten polymer that is extruded through the die nosepiece orifices is then driven by the high-velocity hot air stream from the air manifolds and causes the polymer to form microfibers as they further extend in the air stream (See Figure 2). These microfibers have diameters that range from 0.1 microns to 15 microns. (By comparison, cellulose fibers have a diameter of around 50 microns and a human hair 120 microns.) At the same time the fibers are extending, they are being blown together while in a semi-molten state and directed towards a collector screen. The hot air stream also causes secondary air to be drawn from the surrounding ambient air and helps to cool and solidify the collected web of material that forms on the collector, which is a take-up metal screen attached to a conveyor. The fibers solidify and are randomly laid onto the collector, binding together to form a web by both entanglement and cohesion of fibers to one another. By varying the collector speed and the separation distance between the die nosepiece and the collector, variations in the web fabric density can be achieved to suit different applications. A vacuum pump is often used to draw a vacuum on the inside of the collector screen. This serves to remove the hot air stream and enhances the web-laying process on the collector.

Figure 2 – Polymer fibers forming and being passed to the collector.
Winder Unit
The cooled fabric from the collector is wound onto a cardboard core in the winder unit. For many types of melt-blown non-woven fabrics, there is sufficient cohesion achieved between fibers so that the material is suitable for use without any need for additional bonding. In some applications, further processing of the material may be necessary to alter the material characteristics. Thermal bonding is a commonly used technique when additional bonding is needed, which can increase the material’s strength but with a resulting increase in stiffness and loss of a fabric feel.
After any needed bonding, the production process for melt-blown extrusion of non-woven fabrics is complete. Additional postproduction processes may be applied as needed, such as the addition of flame retardant chemicals, depending on the end-use for the material. The non-woven fabric is then sold to converters who use it as raw material to make filtration products, coffee filters, insulations, or as will be discussed below, medical and surgical masks.
Process variables
The characteristics of the melt-blown non-woven fabric produced can be influenced and controlled to some degree by varying some of the operational conditions and inputs to the process. These include factors such as:
- The type of polymer used and its material characteristics such as molecular weight
- The extruder operating conditions such as temperature
- The geometry of the die nosepiece such as the orifice size and number of orifices
- The hot air stream conditions (temperature, velocity)
- The distance between the die nosepiece and the collector screen
- The speed of the collector
Repost from: https://www.thomasnet.com/articles/machinery-tools-supplies/what-is-melt-blown-extrusion/